随着一系列政策出台,管件企老总战胜困难的信心倍增,他们采取实际措施,练内功,调结构,创机制,向发展的不利因素发起挑战:立足国内下游需求,依托产品和,创造新的增长点;针对传统的市场低迷,开拓新兴市场;为控制成本,在原料、管理、财务等方面展开挖潜。同时,企业间加速了重组的步伐。
冲压弯头耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学浸蚀性介质腐蚀的钢。又称不锈耐酸钢。实际应用中,常将耐弱腐蚀介质腐蚀的钢称为冲压弯头,而将耐化学介质腐蚀的钢称为耐酸钢。由于两者在化学成分上的差异,前者不耐化学介质腐蚀,而后者则一般均具有不锈性。含铬冲压弯头还集机械强度和高延伸性于一身,易于部件的加工制造,可满足建筑师和结构设计人员的需要。所有金属都和大气中的氧气进行反应,在表面形成氧化膜。不幸的是,在普通碳钢上形成的氧化铁继续进行氧化,使锈蚀不断扩大,终形成孔洞。可以利用油漆或耐氧化的金属(例如,锌,镍和铬)进行电镀来碳钢表面,但是,正如人们所知道的那样,这种保护仅是一种薄膜。
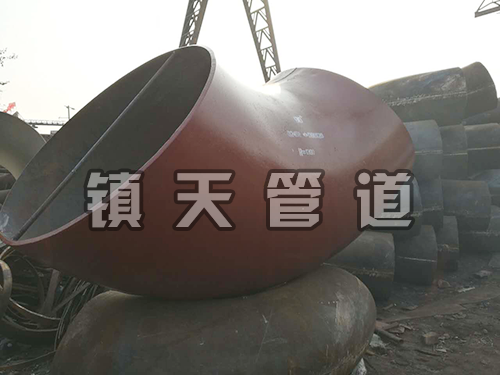
冲压弯头具有的耐蚀(氧化性酸、酸、气蚀)、耐热和性能。通常用于电站、化工、石油等设备材料。冲压弯头焊接性较差,应注意焊接工艺、热处理条件及选用合适电焊条。
冲压弯头不会产生侵蚀、点蚀、锈蚀或磨损。不锈钢仍是建筑用金属材料中的材料之一。因为不锈钢具有良好的耐侵蚀性,所以它能使结构部件地保持工程设计的完整性。含铬冲压弯头还集机械强度和高延伸性于一身,易于部件的加工制造,可知足建筑师和结构设计职员的需要。所有金属都和大气中的氧气进行反应,在表面形成氧化膜。不幸的是,在普通碳钢上形成的氧化铁继承进行氧化,使锈蚀不断扩大,形成孔洞。可以利用油漆或耐氧化的金属(例如,锌,镍和铬)进行电镀来碳钢表面,但是,正如人们所知道的那样,这种保护仅是一种薄膜。另外,推头后一般都是前端外径大,要通过模进行。整模实际上是一个压力机,要有一套模具,两个半圆弧,上下各一个。后的外径就达到了成品的尺寸要求了。壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±12.5%。除铬外,常用的合金元素还有镍、钼、钛、铌、铜、氮等,以知足各种用途对冲压弯头组织和机能的要求。
冲压弯头以连接管件为主,在这一产品的发展能够担当重任,具备技术水平而启航。冲压弯头管件加工工艺具有的工艺,在生产中按照的工艺技术进行生产:
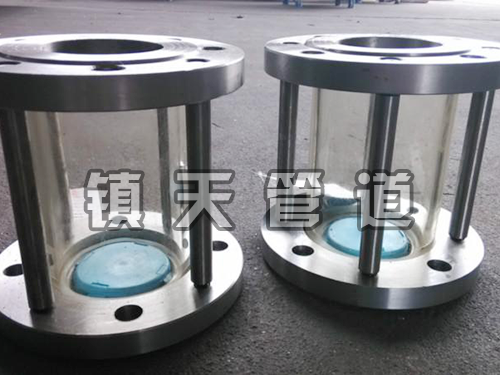
1、双卡压式胶圈密封在不锈钢材料内,胶圈明显提高,且双卡压密封圈左右受挤压均匀,密封圈不会从侧面倍水压挤出,弥补了单卡压适用过程中的不足。
2、双卡压接头处,管子受外力折弯变形时对密封圈不会产生影响,冲压弯头管件式卡连接技术性能、技术指标、技术水平的升级产品。
3、双卡压比单卡压抗拉力提高1.8倍,适用高层、高水压的建筑物。
4、双卡压管件在插入管子时不会切伤胶圈。
5、使用于不锈钢管材系统,双卡压式管件尺寸精度提高,允许管材的误差增大,适配性强。
冲压弯头产品性能:
1、性:陶瓷冲压弯头的内衬陶瓷层中Al2O3含量弯头厂家大于90%,显微硬度HV1000-1800,因而具有高的性,其性比淬火后的中碳钢高十倍,优于钨钻硬质合金。为保养和维持建筑物内外结无缝弯头构处于良好状态的费用加猛涨得惊人。
与会的部门专家觉得:薄壁不锈钢管新国标的修订和《不锈钢管及管件毗连与安置典型》标准的出台将使不锈钢管及管件的产弯头品标准与管材管件毗连安置典型的标准实现切确对接,将填补曩昔只有的不锈钢管件产品标准而没有的不锈钢管件安置典型标准的遗憾;将竣事中国修建用不锈钢管标准引用不典型的历史;将给分歧金属质料管在修国标弯头建管道施工上的标准化与高服从带来新的转变。
2、法兰材料应符合有关标准的规定,并应具有出厂检验合格证。对包装的要求。所谓的大口径弯头是指口径在DN600以上的合金弯头,这里面就包括了大口径的对焊弯头、大口径的冲压弯头及PE管件中的大口径PE弯头。
冲压弯头焊接:
1、为防止因为加热而产生睛间侵蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
2、冲压弯头焊后硬化性较大,轻易产生裂纹。若采用同类型的冲压弯头焊接,进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用冲压弯头焊条。